


产品中心
相关资讯
.jpg")
案例详情
系统组成及功能说明
系统组成
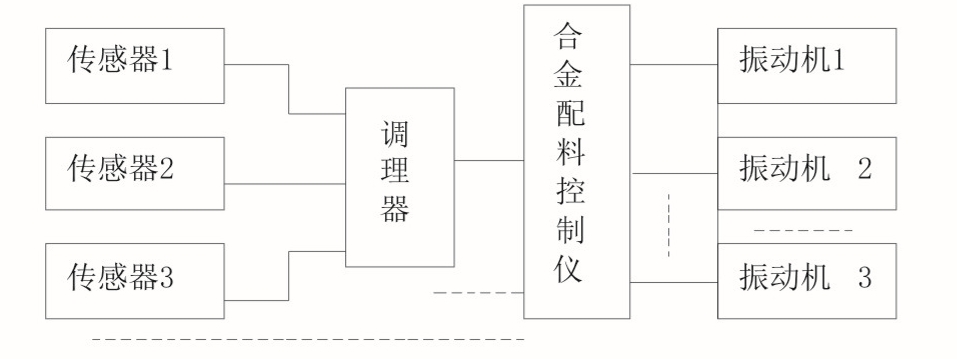
电炉加配料称重与监控系统系列由如下几个部份组成:无线微机电磁配料系统、电炉加料车系统除尘系统、电炉加配料上位机管理监控系统等,同时可综合铁水光谱分析系统、铁水温度检测系统、合金频谱分析系统、电炉铁水称量系统、配料行车自动控制系统的信息在工业大屏幕上进行显示。
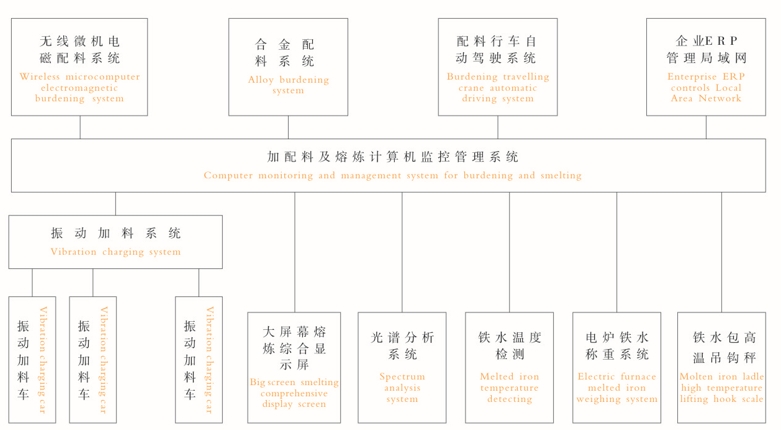
系统联机即可实现电炉熔炼加配料称重及监控管理的完全自动化。较典型完善的系统框图如下:一般客户可优选:无线微机电磁配料系统、高温吊钩秤、振动加料车系统、除尘系统、电炉加配料上位机管理监控系统等项目。电炉加配料上位机管理监控系统与每套电炉行车微机自动配料系统构成无线局域网。
一、电磁加料车系统
该系统主要由振动加料车系统、电磁配料控制与监控管理系统三大系统组成。
(一)加料车系统:
它由振动加料车、电控柜、水平地面电缆卷筒组成。
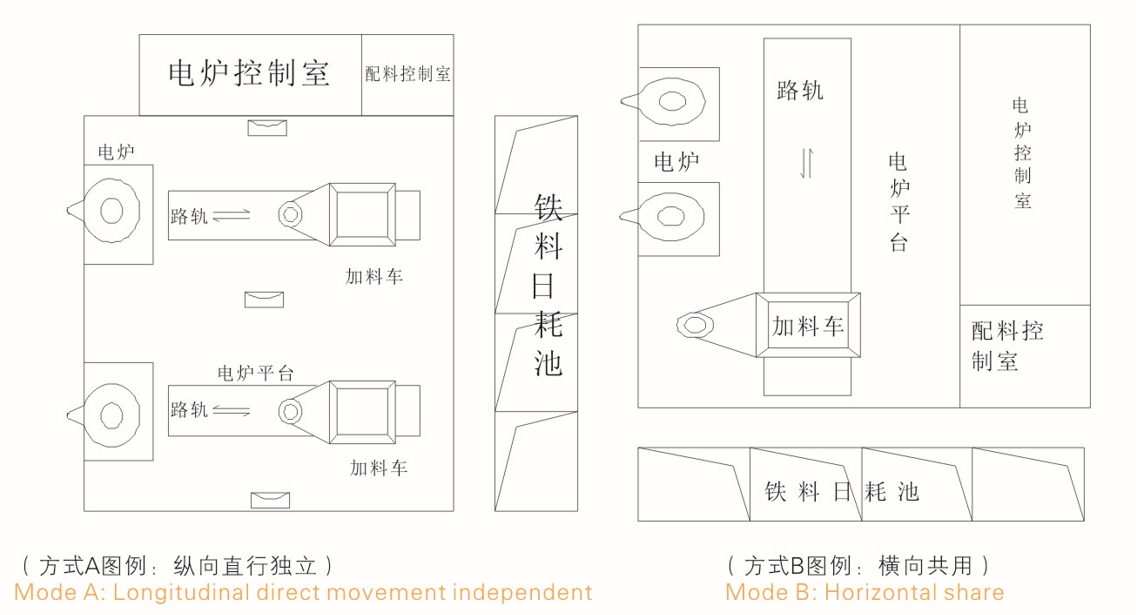
(1)加料车与电炉布置方式
方式A: 纵向移动加料方式(ZDLC-A):
每台电炉配一台加料车,纵向移动加料,各电炉加料相互独立:优点是独立、可靠、加料效率高,可多台炉同时开炉互不影响,也可互为备用:缺点是一次投入多台料车费用较大。
方式B:横向移动加料方式(ZDLC-B):
加料车横向移动,可给两台炉或多台炉加料;一车两用投入只纵向方式的一半,缺点是如料车故障就无法开炉加料;且需考虑料车落料口与炉盖位置不冲突。
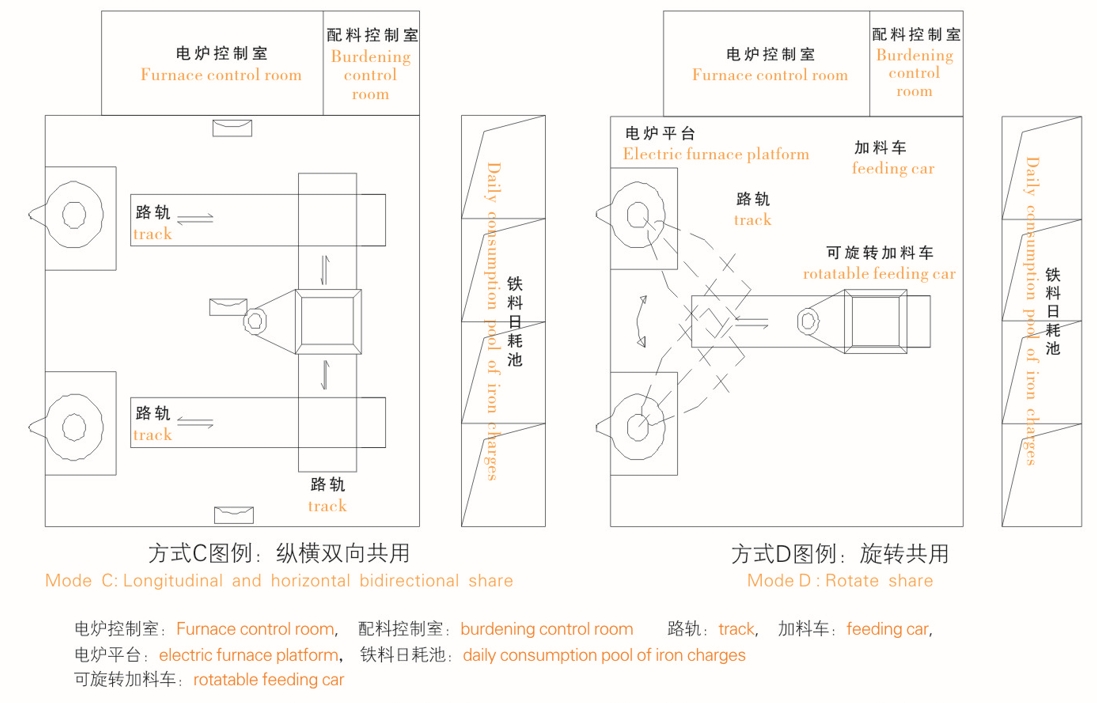
方式C:纵横双向移动加料方式(ZDLC-C):
有纵向路轨,也有横向路轨,加料车既可纵向移动,也可横向移动给并列的电炉加料,两台以上电炉可共用一台加料车,一车两用(多用)投入较少,缺点是双向运行机构及料车结构复杂,制作成本较高,台面纵向路轨高于台面,行走不便,维修较麻烦。除非电炉间有障碍(如立柱)采用外,较少用设。
方式D:纵向移动旋转加料方式(ZDLC-D):
加料车先纵向移动至两台炉中间位置,车上振动加料槽可旋转,可分别给两台电炉加料,两台电炉共用一台加料车;较经济,但料车旋转方式导致料车结构复杂,故障率偏高,维修麻烦,较少采用。

(2)振动加料车与电炉布置注意事项:
A、无论哪种加料车布置方式,需考虑加料车下料口与电炉炉盖位置不得冲突、与电炉环保除尘系统不互相影响;也可与之综合考虑,配套设计。
B、铁料日耗池位置需考虑电磁盘配料时尽量靠近加料车待料位置,应避免电磁盘吊料从平台上或电炉操作区上方经过,以防铁料跌落造成人身财产损害!
C、设计注意事项:
设计加料车时,用户需提供如图一所示的相关尺寸(A~F),并需提供电炉炉盖位置;电炉平台支承结构,基础均需考虑加料车满载或加料桶满载重量及电磁盘重量,振动受力,路轨位置料池、加料方式、输送、加料车布局均需科学合理。
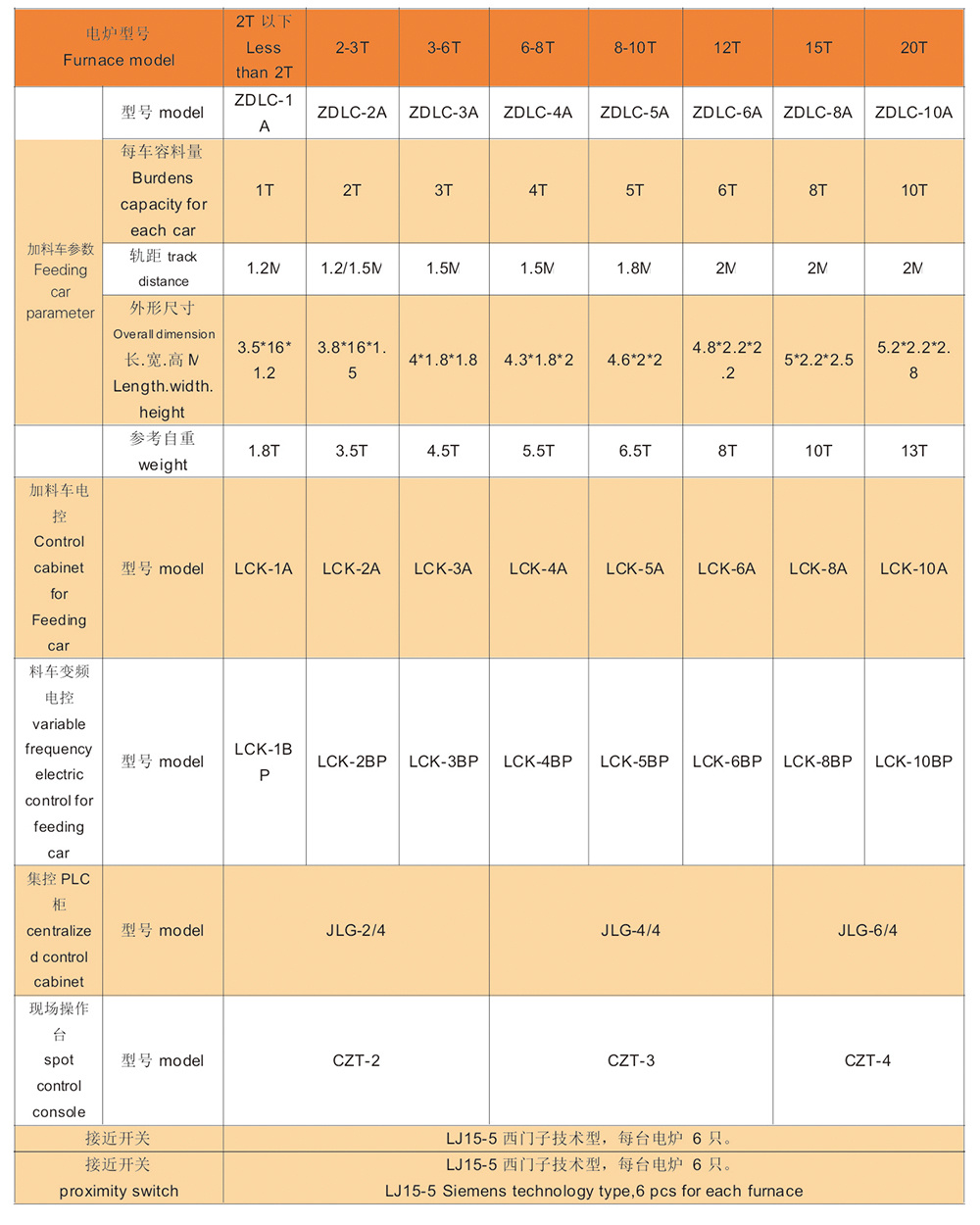
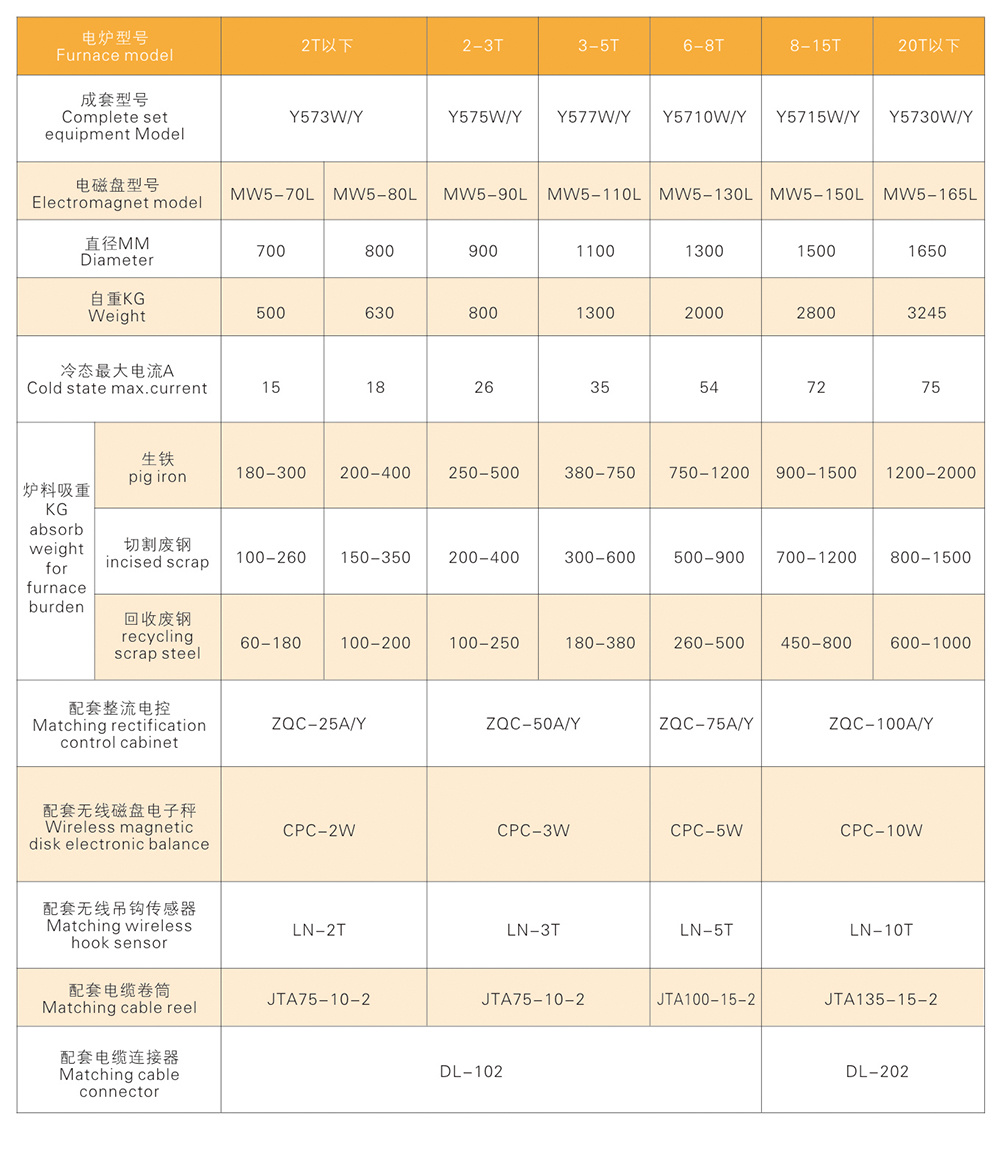
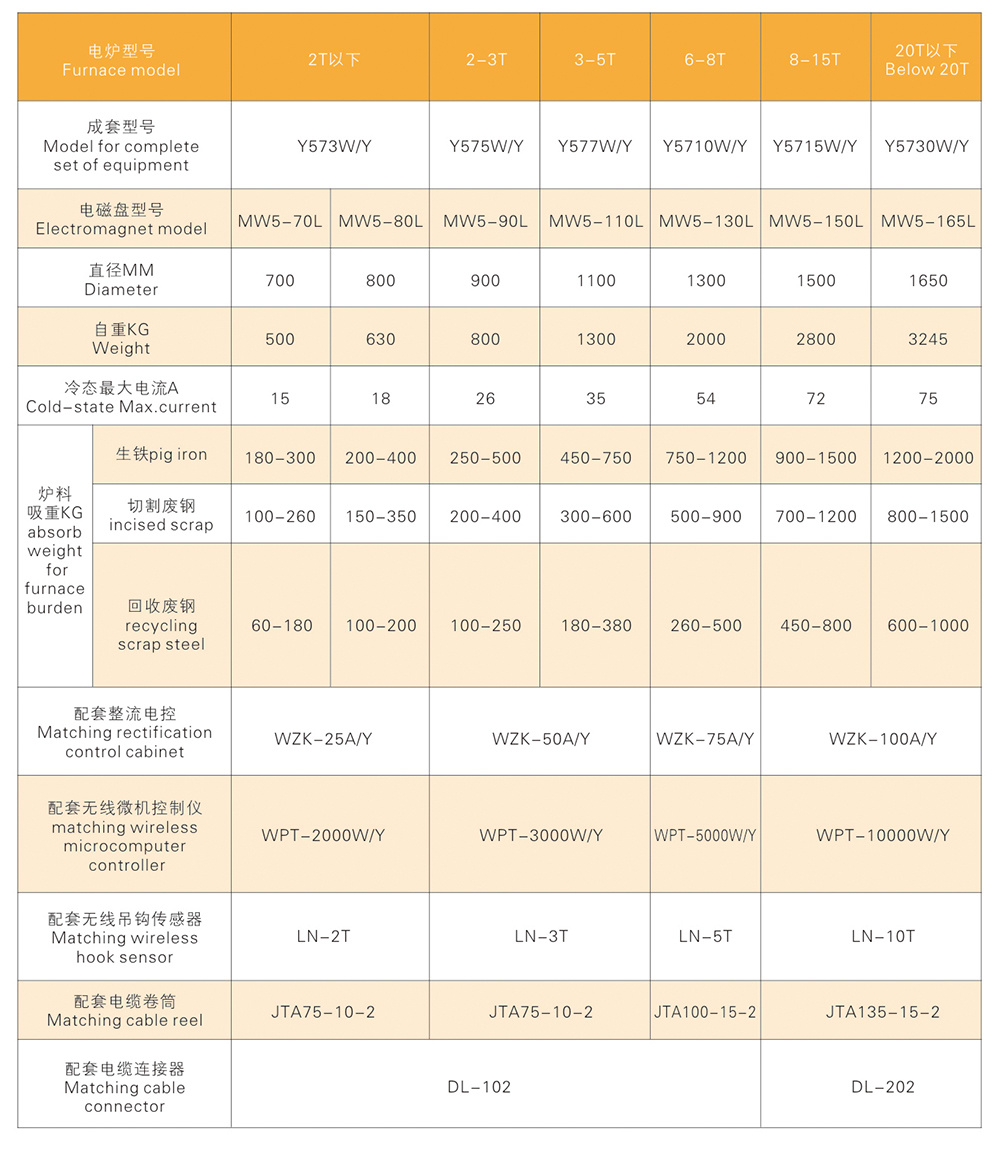
(3)振动加料车选型说明:
a)、表(一)为一对一电炉加料车方式,其它一对二方式可参考选型;电炉与加料车配套规则是:一般每炉按两个单元配料,常按电炉熔化率60%的重量选加料车规格,如5T电炉选3T料车为佳;如果每炉按一个单元配料则选与电炉熔化率相同规格料车,如5T电炉选5T的料车。在能保证配料加料速度的前提下一般尽量选小型号的加料车,这样既投入较少,又因车身自重轻及振动小对电炉平台载重要求低些。
b)、加料车型号说明:加料车型号由三部分组成ZDLC-囗A/B/C/D(-BP),其中ZDLC表示振动加料车,口数字为每车金属炉料额定容重(单位t),A型为纵向直行行走方式,B型为横向行走方式,C型为纵横双向行走方式,D型为直行旋转方式,如采用变频驱动的则在后再加“-BP"。
(4)振动加料车及电控配套表--如下:
加料车电控系统:
采用西门子电器,电动机保护措施完善,保证料车运行可靠、平稳:启停采取反激及能耗制动,保证停机平稳;供电、信号控制电缆采用弹力式电缆卷筒卷取,也有采用路轨低压供电方式供电:部分场合可选变频器驱动控制,变频驱动、激振,运行、给料、停机性能更佳!一般每台料车配一个电控箱随车运行,也可车外固定安装;料车均设置移动声光警示信号,保证人车安全。
加料集中控制系统:
采用西门子PLC作为控制核心,可对2~4台料车进行纵向(或横向)移动输送控制、给料振动等,手动、半自动、全自动方式控制操作、位置检测、动作互锁,并可与电炉炉盖升降机构、炉腔料位检测、烟尘除尘环保设施实现连锁:全部位置信号均采用西门子技术接近开关检测。
二、电炉加配料称重与监控系统框图

电炉加配料上位机管理监控无线局域网系统、振动加料车系统、除系统根据用户现场需要,具体配置选型。
(1)电炉加配料称重系统
A、系统概述
利用电磁盘吸料,微机自动根据预先输入的金属炉料配方控制磁盘吸力,自动精确累计配料,每炉内自动补偿,超差自动报警,自动存储并打印记录各种配料参数;静态精度高达。1%,动态配料精度达2%:配料速度快,每次配料速度12~18秒,每单元配料时间6~8分钟,每炉配料时间12~16分钟,可储存12种常用料单,每单元(批)可同时配5种料(如生铁、回炉料、废钢等):可同时给1~3合不同配方的电炉交替配料:系统采用工业级计算机控制系统作为控制核心,看门狗、掉电保护等监测措施保证系统高可靠性:具有与上位计算机通讯的标准485/232接口:产品有适用于0.5T~15T电炉使用的八个规格。
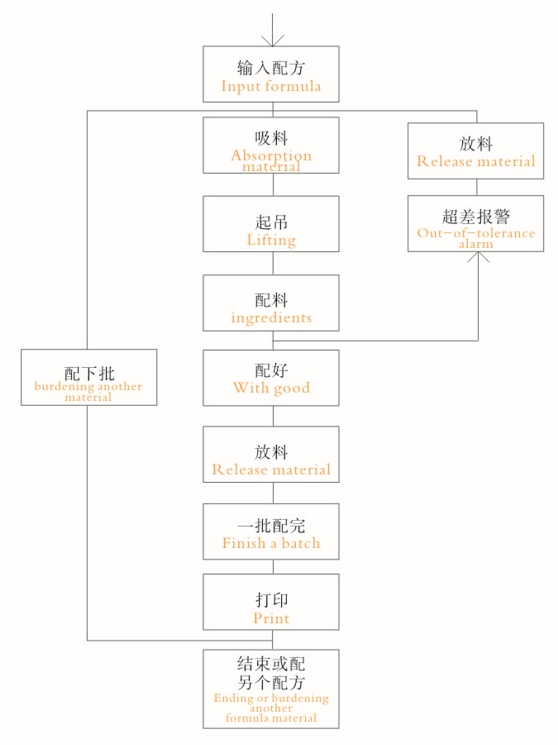
B.微机电磁配料流程:
输入配方-->吸料-->起吊-->配料-->配好(/超差报警)->放料至料车或料斗内(/重吸再配)-->再去配下次直到本种料配完->再去配下种料-->直至本单元料全部配完-->进入加料流程,参见右柜

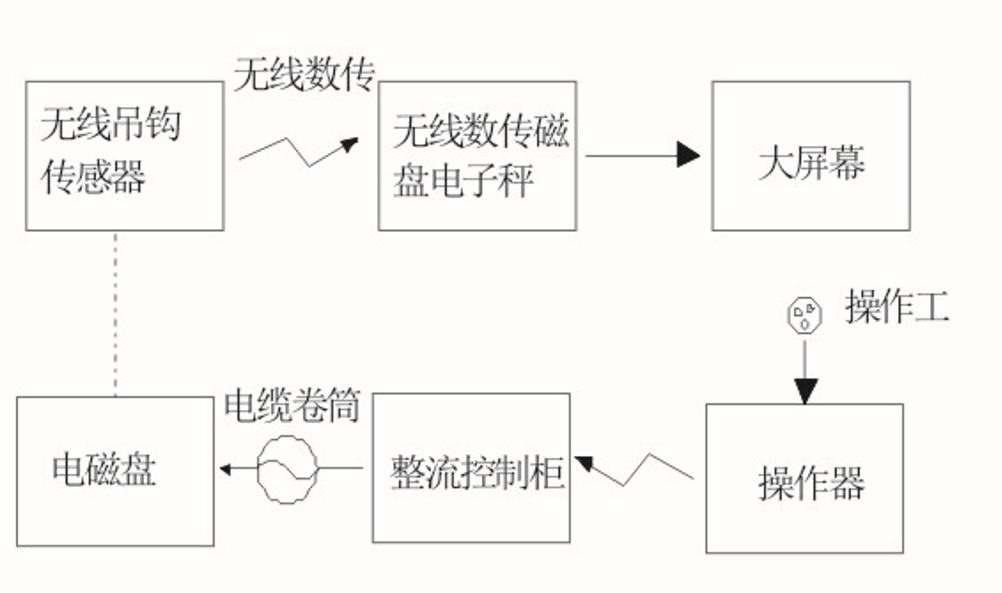
A.无线吊钩传感器:特别设计,抗冲击、密封防尘防水、防磁设计,可适应电磁盘配铁时的频繁冲击,稳重数据无线传输,配备两个可充密封电池,一用一备(充电),电池使用时间可达40~70小时(约一周),天线加固保护,配备搬运专用小推车。
每套无线数传微机配铁仪由两部分组成:无线数传吊钩传感器、无线微机配铁控制仪;技术参数及功能分析如下:
1、无线数传吊钩式称重传感器(LN系列)
2、常温型无线数传吊钩式称重传感器
3、量程范围:(rate capacity):1t、2t、3t、5t、10t
4、特点:
1)计量准确,显示分度值可按需设定;精度等级符合国际川级秤标准
2)全钢结构外壳、耐碰撞、抗电磁干扰3)设置称重数显电路,选用256*64点阵式液晶中文显示屏,独有的人机对话功能,丰富的数据管理和中文打印,内置万年日历时钟,自带信号强度电源情况监没系统,无线数传距离无阴挡时大于100m。4)采用国际通用433MHZ频段中的8个频点实现无线通讯;5)运用了高速ND转换,数字滤波,非线性补偿,自动零点跟踪等技术:提高了系统的抗干扰能力和精度,消除了零点漂移。
6)传感器秤体采用大容量6V/10Ah密封铅配蓄电池供电网,另备用一只,可交替使用,工作、充电两不误:7)工作温度可根据用户要求定制常温型:-15~55℃,耐热型:常温~180℃;8)设有RS232[485]接口,可与上位机及其它设备仪器联机通讯。9)采用工业级元件及部件,防尘、防震、防霉腐蚀设计,可靠性高,耐用。产品有WPT-500W、1000W、2000W、5000W、共四种型号。
B.无线微机配铁控制仪:液晶大屏幕显示,中文菜单显示操作,背光,数字调零稳零,全数字标定,?者码管理,吊钩传感器电池欠压指示报警;配料控制参数可由用户自行根据实际情况调整;无线数传、遥控距离均可达100m,八频点可选;自动精确累计配料,每炉内自动补偿,超差自动报警,自动存储并打印记录各种配料参数(配料时间、批次、实配重、累计重、熔化速度及熔化率);静态精度高达0.1%,动态配料精度达2%:配料速度快,平均每次配料速度12~16秒,配料失败报警率低至5%以下,每单元配料时间6~8分钟,每炉配料时间12~16分钟:可储存8种常用料单,每单元(批)可同时配5种料(生铁、回炉料、废钢等):可同时给1~3台不同配方的电炉交替配料:采用工业级计算机控制系统作为控制核心,看门狗、掉电保护等监测措施保证系统高可靠性:具有与上位计算机通讯的标准485/232接口,可与上位机双向通讯接收配方,发送配料数据。本配料仪有台式(打印机内置)及壁挂式(打印机外接)两种,壁挂式可安装在吊车上空操定使用。
C.无线遥控整流控制设备:
主电路采用全控智能模块变流,高能压敏电阻保护保护措施完善,大容量整流变压器隔离,西门子技术电子调压控制板控制(带计算机接口),配料电压(0~400V)连续可调,具有各配料功能指示图。
D.数字电磁配料系统:
本系统采用磁盘电子秤显示炉料重量,手动调磁配料,并可打印配料重量,静态精度高,是经济型客户选用产品;但因受人工因素影响,配料精度较差。
它也有有线及无线型两种,神冈公司的无线产品也彻底解决了信号线断线故障多的问题,是目前市场的经济产品!
手动调磁配料流程是:吸料起吊--读数--手动调磁配料--配好--去卸料--(打印本次实配重)--再去配下一次或下种料--如此反复。
无线数字电磁配铁秤(Y57AW/Y系列)--手动调磁配铁,一套可配1~2台电炉
无线微机电磁自动配料系统
(Y57W/系列,Y-遥控)--自动配料,一套可配1~2台电炉。
三.监控管理系统
A.监控管理软件包:
具备与各下位机(配铁仪、合金配料仪、光谱分析仪、热分析仪、测温仪、大屏幕等)通讯,发送、接收数据:发送各配料仪的配方等数据,管理各仪器设备上传数据、图形分析数据、打印数据统计表格(牌号、日报、周报、月报、年报等),组态显示各设备工作状态,设主画面、设备实时工作状态监控画面、参数设置与修改画面、数据图表显示管理画面、配料计算修改画面、合金加入计算画面、存储打印管理画面,电炉熔炼分析专家系统。
B.电炉加配料监控综合数码显示屏:
数码或点阵发光大屏幕,安装在电炉平台控制室外墙上,视野清晰,在大屏幕显示炉号(车号)、单元号(批号)、料种号、配料定值、累计次数、实配重、累计重,配好、报警、待机状态,铁水温度、时间,还可显示光谱分析数据、铁液成份数据、铁水温度等。
C.配料行车自动控制系统:
如果是新上项目,用户需要的话,从设计之初就可以考虑配料行车自动控制,利用西门子PLC对配料行车进行自动控制,即行车配料过程无人驾驶,根据设定的配方及炉号,行车自动控制电磁盘配铁装置到指定的炉料日耗池吸料,据配方自动称量,然后自动将电磁盘配好的料放入加料车中,整个过程均自动进行,真正实现了电炉的加配料过程完全自动化。
D.电炉铁水称量系统:
包括电炉整体称量装置、铁水包高温吊钩秤称量装置,可将每炉铁水、每包铁水称量数据大屏幕显示,并与上位机联机上传所有称量数据,对于计量、原材料、化铁量、工艺管理具有较大意义。
E、注意:一般2~4台炉可共用一个集中控制PLC柜:每两台电炉共用一个现场操作台:加料车电控在普通或变频驱动两者中选其一;加料车外形尺寸及重量仅供参考,需据电炉具体情况调整,尤其长度需据电炉中心与电炉台面边缘长度有关;料车落料口形状需根据电炉炉盖、除尘系统结构尺寸确定。
F、上位计算机监控管理及显示系统:
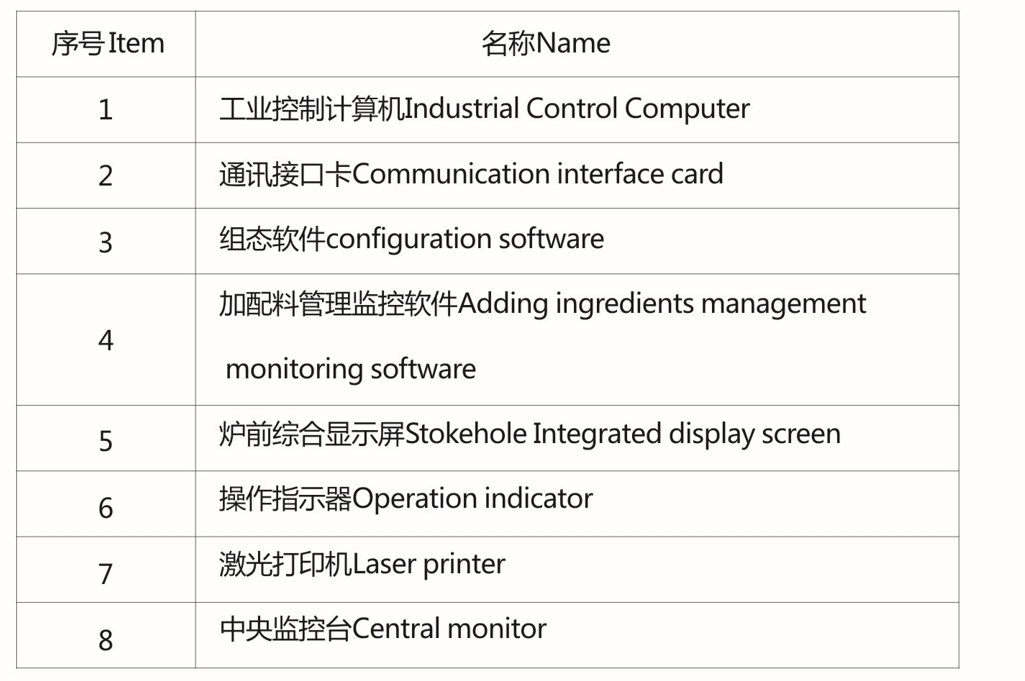
注:加配料管理监控软件包含配料、管理监控及光谱分析仪、铁水分析仪、铁水温度仪、电炉称重装置、钢铁水包称重联机管理。另有加料吊车的自动控制系统据客户要求提供另行报价。
四、电炉加配料系统产品图例:

关键词:
电磁设备制造、多功能起重电磁铁、专用起重电磁铁、多用途起重电磁铁、永磁偶合式磁滞头
上一页
下一页
产品视频
在线咨询

公司将继续以先客户之忧而忧,后客户之乐而乐的企业精神,不断开拓创新,力争成为现代化企业的巨人,欢迎各届朋友到我公司参观、指导!
地址:湖南省岳阳市君山工业园李记大道
传真:0730-8647119